Раскатники
Раскатник накатник бесстружечный метчик
Раскатник применяется для нарезания внутренней резьбы в длинностружечных материалах: сталях, нержавейках и цветных металлах. Диаметр отверстий под бесстружечный метчик может отличаться от отверстия под метчик, так как резьба формируется за счет пластической деформации .
В настоящее время накатные метчики Yamawa имеют хорошую репутацию при использовании во многих областях. Они широко представлены разнообразием заготовок с изменением в сторону миниатюризации заготовок. Ниже указаны характеристики и особенности формирования резьбы при помощи накатных метчиков, в отличие от классических метчиков.
Особенности накатных метчиков
- Формирование резьбы без образования стружки. Эти метчики подходят для работы как в глухих, так и в сквозных отверстиях. Посколкьку стружка не образуется, это сэкономит время на ее удалении из зоны обработки.
- Благодаря своей конструкции накатные метчики выдерживают большие усилия резания, чем классические метчики.
- Специальная форма рабочей части увеличивает площадь поперечного сечения в зоне контакта инструмента и детали, что позволяет избежать заклинивания, это делает накатные метчики устойчивыми к поломке.
- Накатные метчики прекрасно обеспечивают выполнение среднего диаметра резьбы в пределах заданного допуска. В процессе деформации материала результатом является высокое качество поверхности резьбы.
- Высокая эффективность и срок службы инструмента.
- Конфигурация вершин винтового профиля метчика делает возможным значительно увеличить скорость обработки и срок службы инструмента по сравнению с классическими метчиками.
- Помимо этого дополнительное защитное покрытие: оксидирование, азотирование, TiN и TiCN, может продлить срок службы инструмента от 2 до 20 раз по отношению к метчикам без покрытия.
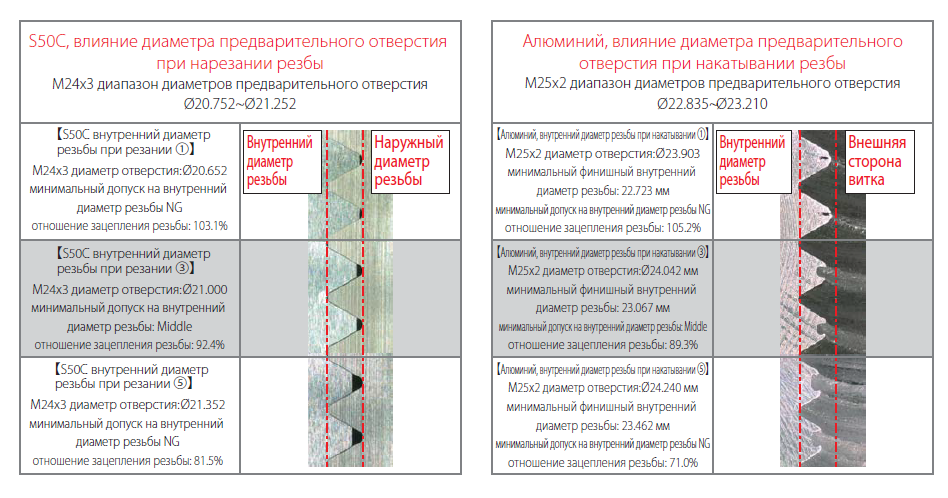
Форма вершин профиля резьбы и соотношение высоты профиля зависит от диаметра предварительного отверстия
- Отношение теоретической высоты профиля резьбы к фактической высоте профиля назвается отношением зацепления резьбы и измеряется в процентах.
- В зависимости от диаметра предварительного отверстия, внутренний диаметр резьбы и отношение зацепления резьбы меняется.
- Поэтому все предварительные условия для формирования резьбы должны вибираться со ссылкой на соотношение зацепления резьбы.
- При малом диаметре предварительного отверстия уменьшается область для пластической деформации обрабатываемого материала это приводит к увеличению нагрузки на инструмент и снижению его стойкости, поэтому, если возможно, нужно делать диаметр предварительного отверстия как можно больше.