Цанга 173E F48 круг


Описание
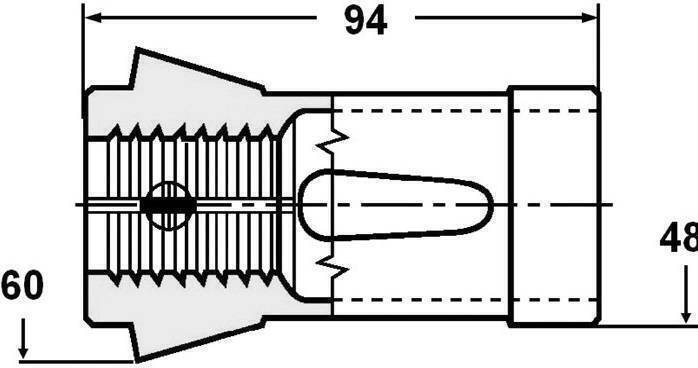
Цанга 173E F48 круг DIN 6343 круг
Гладкая до 8 мм
С насечками от 9 мм
Для токарного цангового патрона CR42
1. Общая информация о цангах 173E
Тип 173E относится к прецизионным зажимным цангам (по DIN 6343 или аналогичным стандартам), используемым в основном для работы с прутком при продольном точении на:
• Швейцарских/“Swiss type” станках (Citizen, Star, Tsugami, Tornos, Hanwha и др.),
• Токарных автоматах (многошпиндельных или одношпиндельных, в том числе «доккардных»/«докардных»),
• Иногда – на классических ЧПУ-станках, если шпиндель или патрон специально предусмотрены под этот размер цанги.
Тип 173E часто встречается в зажимных системах, когда нужно минимизировать биение при подаче прутка (например, для высокоточных мелких деталей в часовой промышленности, приборостроении, медицине и пр.).
2. Популярные бренды и производители
На рынке можно встретить следующие бренды, выпускающие (или выпускавшие) цанги 173E:
1. Hardinge (США) – широко известны своими цангами для швейцарских станков и собственных токарных центров.
2. Schaublin (Швейцария) – один из наиболее авторитетных европейских производителей высокоточных цанг.
3. Ortlieb (Германия) – выпускают разнообразные прецизионные системы зажима, в том числе цанги по DIN 6343.
4. Bison (Польша) – известны патронами и цангами для общей и точной механической обработки.
5. Enituice, Traub, F/a (другие специализированные марки) – встречаются реже, но тоже присутствуют на рынке, особенно в Азии или под локальными торговыми марками.
Часть цанг может поставляться под ОЕМ-брендами (то есть производятся на одном заводе, но продаются под разными марками). Поэтому пользователи на форумах часто обращают внимание не только на лейбл, но и на реальные технические характеристики и опыт использования.
3. С какими шпинделями и патронами работают цанги 173E?
• Citizen Cincom (некоторые серии L, M) – используется для зажима прутка в главном шпинделе или в контршпинделе (зависит от модификации).
• Star (SB, SR, SW-серии) – станки швейцарского типа, где цанга 173E может устанавливаться как в основной шпиндель, так и в вытяжной патрон контршпинделя.
• Tornos (GT, DT, SwissNano и др.) – в зависимости от модели, может применяться для минимизации биения при быстрой подаче тонкого прутка.
• Tsugami (BO, BS, BW серии) – аналогично, чаще всего для тонких диаметров прутка и высокоточных работ.
• Hanwha (XD, XE серии) – корейские швейцарские станки.
• Многошпиндельные автоматы (например, Gildemeister, INDEX и др.) – 173E встречается реже, но при необходимости высокой точности ставят такие цанги в индивидуальные шпиндельные блоки.
Важно всегда уточнять совместимость по каталогу или по рекомендации станкостроителя – иногда даже в одной линейке станков могут быть различия по типу цанг (например, 173E, 112E, F20 и т.д.).
4. Конкретные проблемы и решения, которые упоминают пользователи
Ниже приведены именно конкретные проблемы, с которыми сталкивались владельцы и операторы станков, а также способы их решения.
Проблема 1. «Пружинящий» зажим при мелком прутке
• Симптом: При обработке деталей из тонкого прутка (например, диаметром 2–3 мм) цанга 173E может «пережать» материал, а при резком ускорении шпинделя – отмечаются вибрации или проскальзывания.
• Причина: Неверно подобран диапазон зажима (цанга рассчитана на чуть больший диаметр, либо слишком «жёсткая» для хрупкого материала).
• Решение:
1. Использовать «промежуточные» втулки-вкладыши или подобрать более «мягкую» цангу 173E, где предусмотрен меньший диапазон разжатия.
2. Уменьшить скорость разгона шпинделя и настроить плавную подачу прутка.
Проблема 2. Перекос прутка во время вылета из контршпинделя
• Симптом: При попытке захватить пруток контршпинделем, оператор замечает, что деталь уходит «в сторону» или не зажимается ровно по оси.
• Причина: Износ кулачковой части цанги либо деформация губок цанги после длительной эксплуатации на высоких оборотах.
• Решение:
1. Проверить «конус» цанги на биение и отсутствие трещин.
2. При необходимости заменить цангу или реставрировать её (некоторые производители предлагают услугу шлифовки/восстановления).
Проблема 3. Разрушение цанги при столкновении режущего инструмента с заготовкой
• Симптом: При экстренной остановке или ошибке в программе станка (когда резец врезается в зажимную область) цанга получает глубокие механические повреждения, трещины.
• Причина: Жёсткость зажима плюс ударная нагрузка – слишком высокая для тонких сегментов цанги.
• Решение:
1. Пересмотреть УП (управляющую программу) на предмет лишних перемещений и столкновений.
2. Использовать контроль крутящего момента шпинделя и «виртуальные» датчики касания (если функционал станка это позволяет).
3. В случае серьёзного повреждения цангу заменяют полностью, т.к. деформация губок необратима.
Проблема 4. Повышенное биение после нескольких недель непрерывной работы
• Симптом: Сначала всё было идеально, но спустя месяц круглосуточной работы биение выросло с 0,005 до 0,02 мм, ухудшилось качество поверхности деталей.
• Причина: Постепенный износ внутренних поверхностей цанги, накопление мелкой стружки и пыли, нарушение геометрии пружинящих прорезей.
• Решение:
1. Регулярно промывать и чистить цангу: раз в смену или хотя бы раз в сутки (в зависимости от материала и объёмов работы).
2. Проверять момент затяжки патрона и состояние уплотнительных колец.
3. При сильной выработке – заменить на новую цангу.
Проблема 5. Сложность замены и поиска точно такого же типа
• Симптом: Не удаётся найти в наличии аналог, соответствующий всем параметрам 173E (жёсткость, длина, допуск).
• Причина: Некоторые производители цанг 173E используют собственные «подтипы» с нюансами размера, из-за чего цанга может не подойти в существующий патрон.
• Решение:
1. Проверять у поставщика реальную совместимость – сверяться с чертежами, а не только с надписью «173E».
2. Выбирать известных производителей (Hardinge, Schaublin, Ortlieb и т.д.), у которых менее вероятны отклонения от стандарта.
3. При покупке партии цанг взять несколько штук «про запас», чтобы избежать простоя оборудования, если с поставкой возникнут задержки.
5. Резюме и вывод
Цанги 173E широко используются на точных токарных автоматах (особенно швейцарского типа) и уважаются за возможность надёжного зажима тонкого и среднего прутка при минимальном биении. Однако, как и любой высокоточный инструмент, они требуют бережного обращения, регулярной очистки и правильного подбора к конкретному диаметру прутка и диапазону зажима.
• Если вы обрабатываете тонкие или хрупкие материалы (нержавейку, титан, цветные металлы), важно правильно выбрать жесткость и диапазон разжатия.
• При серьёзных повреждениях (удары, трещины) цангу лучше заменить, так как её точность уже не восстановить.
• Для долгой и стабильной работы следует регулярно чистить зону зажима, контролировать затяжку, а также хранить цанги в чистом месте, защищённом от влаги и агрессивных веществ.
Зная эти нюансы, вы сможете максимально эффективно использовать 173E-цанги, избегая основных подводных камней и обеспечивая стабильное качество обработки даже в самых жёстких производственных условиях.
Технические характеристики
История цены
Цена пока не менялась. Как только она изменится, мы покажем график
Отзывы
Список вариантов товара
| Артикул | Хвостовик | ∅ заготовки | На складе в РФ | Цена | ||
|---|---|---|---|---|---|---|
|
|
PRO-173E-D10
|
6 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D11
|
3 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D12
|
3 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D13
|
5 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D14
|
2 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D15
|
2 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D16
|
9 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D30
|
23 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D31
|
2 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D32
|
15 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D33
|
5 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D17
|
6 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D19
|
6 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D20
|
11 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D21
|
6 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D22
|
22 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D23
|
5 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D24
|
3 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D25
|
17 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D26
|
3 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D27
|
6 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D28
|
2 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D29
|
4 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D18
|
18 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D34
|
5 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D35
|
7 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D36
|
3 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D37
|
4 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D38
|
4 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D39
|
5 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D40
|
3 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D41
|
8 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D42
|
5 шт.
|
8702,20 руб. | |||
|
|
PRO-173E-D03
|
4 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D04
|
5 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D05
|
3 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D06
|
3 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D07
|
3 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D08
|
8 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D09
|
3 шт.
|
9398,73 руб. | |||
|
|
PRO-173E-D19.5
|
1 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D20.5
|
2 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D21.5
|
2 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D24.5
|
2 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D25.5
|
3 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D29.5
|
1 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D30.5
|
1 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D32.5
|
4 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D36.5
|
4 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D41.5
|
1 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D10.5
|
1 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D26.5
|
3 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D28.5
|
2 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D14.5
|
2 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D12.5
|
3 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D22.5
|
4 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D35.5
|
2 шт.
|
8654,91 руб. | |||
|
|
PRO-173E-D37.5
|
1 шт.
|
8654,91 руб. |
Наличие и срок поставки
Как мы работаем?
- Зарегистрируйтесь на сайте https://tme-osnastka.ru/profiles-add.html
- Получите скидку 10% на все товары + бесплатную доставку по РФ и РБ
- Только после регистрации (авторизации) товары на сайте отображаются со скидкой
- Положите товары в корзину https://tme-osnastka.ru/cart.html
- Оформите заказ https://tme-osnastka.ru/checkout.html

