Прошивка
Прошивание –это механическая обработка, заключающаяся в формировании внутренних фигур и наружных стержней с регулярным сечением (квадратным, шестиугольным, TORX ит.…) в сквозных или несквозных отверстиях, используя инструмент, называемый Прошивка, приводимый в действие инструментом, называемым ПРОШИВНАЯ ГОЛОВКА ВМ. Действительно, во время своего функционирования ПРОШИВНАЯ ГОЛОВКА сообщает прошивке колебательно - вращательное движение, которое в сочетании с осевой подачей прошивки, приводит к удалению материала, и тем самым позволяет получить заданную фигуру. Используя ту же логику функционирования, с помощью адаптера, можно с той же лёгкостью, изготавливать и внешние стержни, не нуждаясь в новой ПРОШИВНОЙ ГОЛОВКЕ

КАК ФУНКЦИОНИРУЕТ ПРОШИВНАЯ ГОЛОВКА BM
Формообразование многогранных отверстий или стержневых поверхностей основывается на способности ПРОШИВНОЙ ГОЛОВКИ ВМ и прошивки к удалению материала в предварительно сделанном отверстии обрабатываемой заготовки. ПРОШИВНАЯ ГОЛОВКА
сообщает прошивке колебательно вращательное движение, которое вместе с осевой подачей станка, позволяет режущим зубцам прошивки удалить материал вдоль окружности отверстия до получения заданной фигуры.
Прошивка подаётся на обрабатываемую деталь с углом наклона самой ПРОШИВНОЙ ГОЛОВКИ ВМ.
Действительно, как показано на рисунке 2, ось “B” прошивки вращается вокруг оси “A” ПРОШИВНОЙ ГОЛОВКИ ВМ, описывая конус, чья вершина является точкой “C” прошивки. Данное колебательное вращение сообщает прошивке осциллирующее движение, которое вместе с её подачей вдоль оси “A”, приводит к постепенному и непрерывному удалению материала из предварительного отверстия
В процессе колебательного прошивания прошивка, имея передний режущий профиль соответствующий заданному, подаётся постепенно вдоль окружности вращательно колебательным движением и с начальной скоростью вращения равной нулю. Когда
прошивка вступает в контакт с обрабатываемой заготовкой, она приобретает скорость последней и именно в этот момент начинается колебательное осевое движение прошивки и последующее удаление материала до получения желаемой фигуры.
Важно подчеркнуть, что ось “B” прошивки находится под углом “X” к оси “A” прошивной головки и точка пересечения “C” соответствует центру передней направляющей части прошивки (рис.2).
И закончим наше изложение о функционировании прошивания введением последнего элемента, а именно, заготовки для прошивки, на которой должна быть сделана заданная фигура. Является очевидным, что ось ПРОШИВНОЙ ГОЛОВКИ ВМ, “A”, должна быть в
совершенстве центрирована с осью “D” предварительно изготовленного на заготовке отверстия.
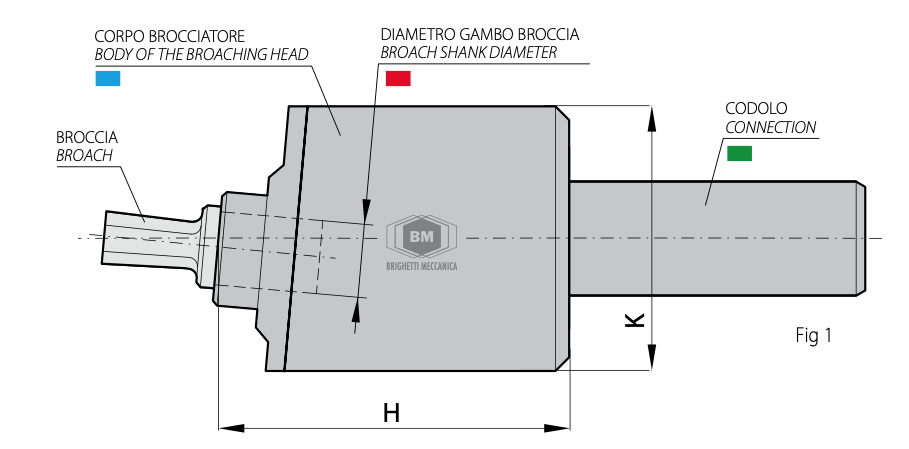
Тяговый стержень должен крепиться на осевое отверстие несущего вала и служит для жёсткого крепления прошивки по отношению к обрабатываемой детали, позволяя таким образом достигнуть идеальной линейности фигуры, предназначенной для
прошивания. Во время обработки стержень должен быть вставлен в вилку, закреплённую на вале токарного станка, или на
рабочем столе фрезерного станка или дрели. Тяговый стержень используется преимущественно при обработке твердых материалов или при работе на особенно больших станках. (рис.3)
ПРОШИВНАЯ ГОЛОВКА ВМ может быть установлена на все станки с вращательным движением, как традиционные (токарный, фрезерный, дрель) так и с ПУ. Кроме того ПРОШИВНАЯ ГОЛОВКА может функционировать как по горизонтали (рис.5) так и по вертикали (рис.4).
При прошивке по вертикали обрабатываемая заготовка остается неподвижной, в то время как ПРОШИВНАЯ ГОЛОВКА сообщает прошивке вращательное и осциллирующее движение. При контакте с обрабатываемой заготовкой прошивка прекращает своё вращение, и именно в этот момент происходит пересечение между осью ПРОШИВНОЙ ГОЛОВКИ ВМ, центром передней лицевой части прошивки и центром предварительного отверстия. В этой точке прошивка начинает работать своим первым режущим зубом. Колебательное движение позволяет режущим зубьям прошивки последовательно обрабатывать заготовку, в то время как вертикально - осевое движение, передаваемое станком, даёт возможность углубить отверстие. (Рис.4)
При горизонтальной обработке (на токарном станке, рабочем центре итд…) ПРОШИВНАЯ ГОЛОВКА ВМ крепится на неподвижную часть станка, в то время как обрабатываемая заготовка крепится на вращающуюся часть. Когда прошивка приходит в контакт с обрабатываемой заготовкой, увлекаемая ей, приобретает ту же самую скорость. (рис.5). С этого момента вступают в действие те же условия, что и при вертикальной обработке.
Центр прошивки всегда должен быть совмещен с центром обрабатываемой заготовки (рис.6). Если данное совмещение не идеально это может привести к поломке прошивки или плохому выполнению фасонных отверстий. Необходимо обратить внимание на центровку двух осей особенно, когда предварительное отверстие делается отдельно от прошивания
Прошивку можно сравнить с любым другим инструментом с внутренним удалением стружки. Вследствие этого срок полезного использования данных инструментов зависит напрямую от способа использования, от характеристик материала для прошивания и от количества удаляемого материала по отношению к изготавливаемому сечению. Поэтому для удлинения срока использования прошивок и для изготовления фасонных отверстий с высокой точностью нужно пользоваться хорошим маслом для резки, задача которого устранять стружки, пристающие к зубьям инструмента.
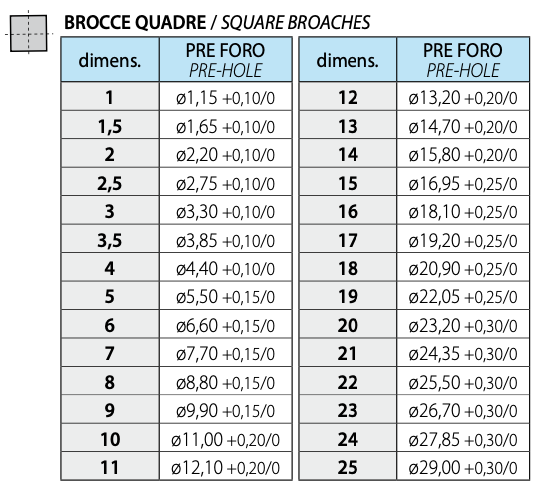
Перед тем как приступить к прошиванию заготовки, на ней необходимо сделать предварительное отверстие слегка превышающее (от 0,1 до 0,3 мм) заданную фигуру. Для несквозных отверстий предварительное отверстие должно быть более глубоким по сравнению с изготавливаемой фигурой, чтобы дать возможность выхода стружки. Советуем сделать предварительное отверстие глубже от 1мм до 5 мм по сравнению с фигурой, даже если данная глубина зависит, прежде всего, от диаметра прошивки.
Для квадратных пазов больших размеров полезно сделать маленькие отверстия по углам квадрата. Подобные меры позволят снизить как количество материала для удаления, а следовательно, и время обработки, так и усилие по проникновению, испытываемое ПРОШИВНОЙ ГОЛОВКОЙ BM. (Рис.7).
Причинами, по которым может произойти поломка зубьев прошивки, являются:
-неидеальная соосность обрабатываемой заготовки и инструмента;
-неидеальное крепление прошивки на шпиндель вала, как во время обработки, так и во время вынимания прошивки из обрабатываемой детали;
-недостаточная глубина предварительного отверстия. Стружки, произведённые во время прошивания, выталкиваются на дно паза, полностью закупоривая предварительное отверстие. Оператор или станок при автоматической подаче, продолжают работать, толкая с силой прошивку по направлению к дну предварительного отверстия, обуславливая поломку зубьев самой прошивки.
Чтобы избежать поломки прошивки достаточно соблюдать простые меры предосторожности:
-следить за точной соосностью прошивки и обрабатываемой заготовки
-правильно закрепить прошивку на вал
-сделать достаточно глубокое предварительное отверстие с должной надбавкой
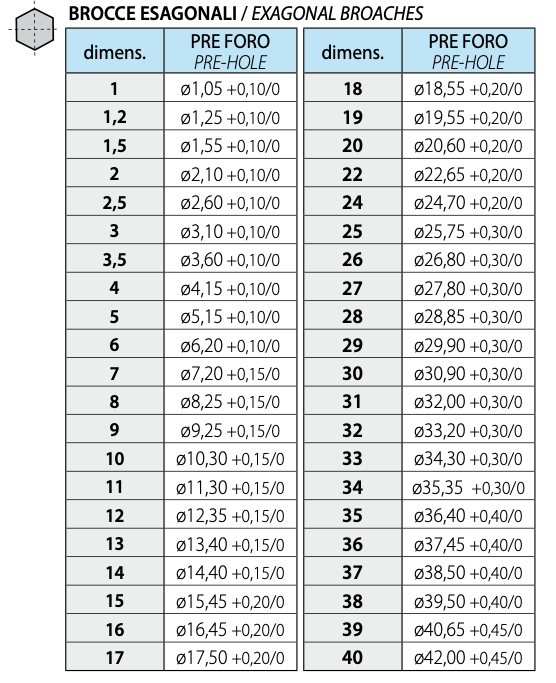
Предварительные отверстия
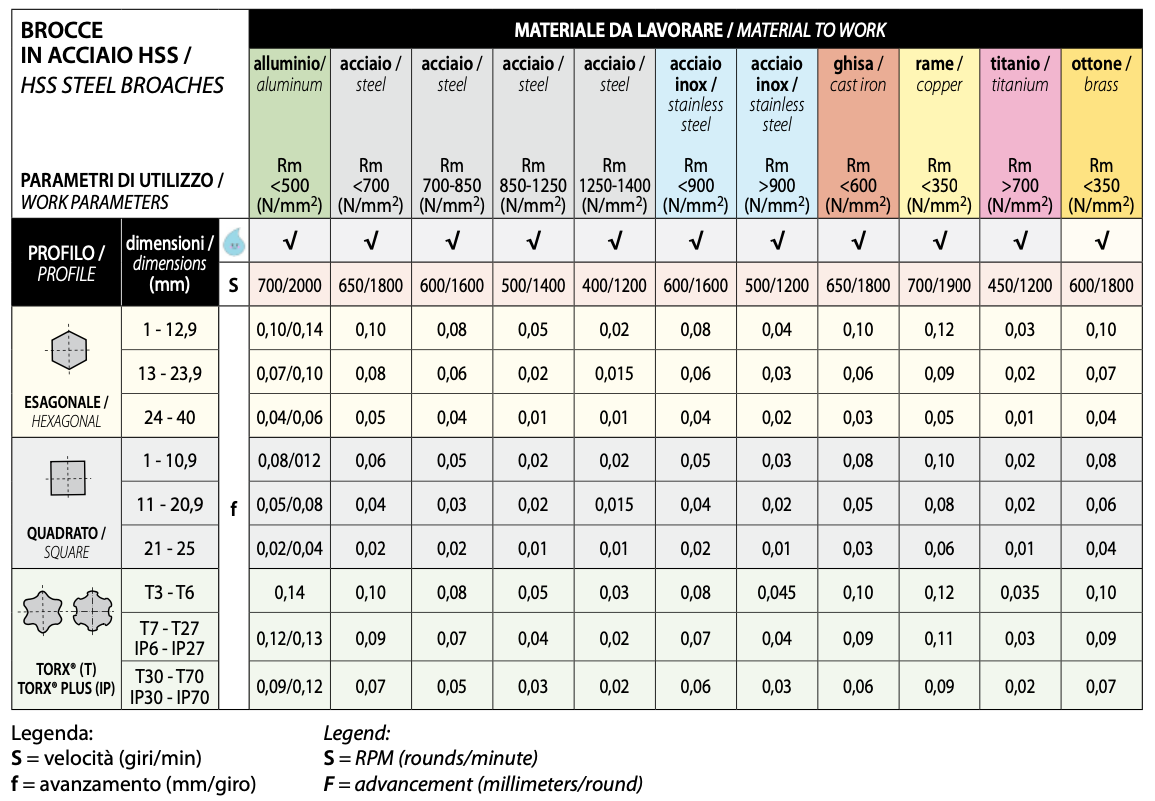
Режимы резания при прошивке